

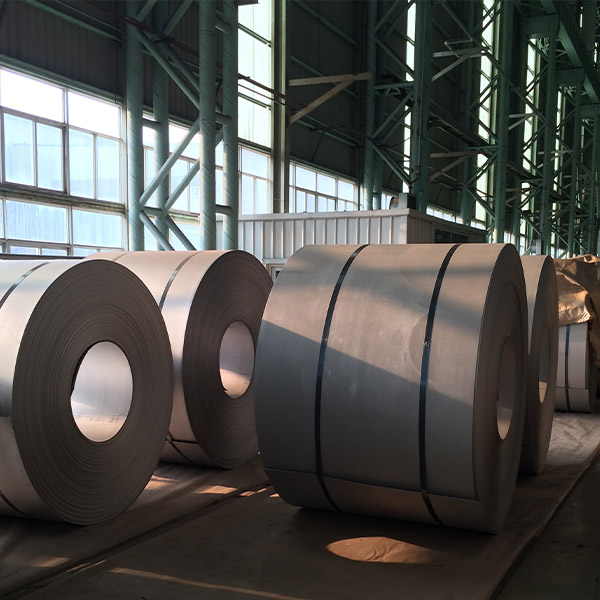
Bobina di acciaio laminato a caldo decapata



Dimensioni
Le dimensioni della piastra d'acciaio devono soddisfare i requisiti della tabella "Dimensioni e specifiche delle piastre d'acciaio laminate a caldo (estratto da GB/T709-1988)".
Le dimensioni della striscia di acciaio devono soddisfare i requisiti della tabella "Dimensioni e specifiche della striscia di acciaio laminato a caldo (estratto da GB/T709-1988)".
Anche la larghezza della piastra d'acciaio può essere di 50 mm o un multiplo di 10 mm.
La lunghezza della piastra d'acciaio è pari a 100 mm o a un multiplo di 50 mm, ma la lunghezza minima della piastra d'acciaio con larghezza inferiore o uguale a 4 mm non deve essere inferiore a 1,2 m e la lunghezza minima di una piastra d'acciaio con spessore superiore a 4 mm non deve essere inferiore a 2 m.
In base ai requisiti, lo spessore della piastra d'acciaio è inferiore a 30 mm, l'intervallo di spessore può essere di 0,5 mm.
A seconda delle esigenze, previa negoziazione tra fornitore e acquirente, è possibile fornire lamiere e nastri di acciaio di altre dimensioni.
Specifica
Spessore comune:0,8, 1,0, 1,2, 1,5, 1,8, 2,0, 2,35, 2,45, 2,50, 2,70, 2,75, 2,8, 2,9, 2,95, 3,0, 3,25, 3,3, 3,5, 3,75, 3,8, 3,9, 3,95, 4, 4,25, 4,5, 4,7, 4,75, 5, 5,5, 5,75, 6, 6,75, 7, 7,5, 7,75, 8, 8,75, 9, 9,5, 9,75, 10, 10,5, 11, 11,5, 12
Prodotti principali
La laminazione continua a caldo può essere suddivisa in acciaio strutturale al carbonio ordinario, acciaio bassolegato e acciaio legato in base al materiale e alle prestazioni. In base ai diversi utilizzi, possono essere suddivisi in: acciaio per formatura a freddo, acciaio strutturale, acciaio strutturale per uso automobilistico, acciaio strutturale resistente alla corrosione, acciaio strutturale meccanico, acciaio saldato per bombole di gas e recipienti a pressione, acciaio per condotte, ecc.
Processo di produzione
L'unità di produzione di lamiere zincate a caldo adotta un processo di ricottura Sendzimir migliorato e la materia prima è costituita da coils laminati a caldo decapati. Il processo produttivo è il seguente:
Bobina decapata laminata a caldo → svolgimento → taglio testa e coda → saldatura → anello di entrata → forno di ricottura orizzontale Sendzimir modificato → zincatura a caldo → raffreddamento dopo la placcatura → misuratore di spessore dello strato di zinco → levigatura e raddrizzatura → trattamento di passivazione → tavolo di ispezione → oliatura elettrostatica → avvolgimento → pesatura e imballaggio → stoccaggio del prodotto finito.
esposizione del prodotto

Prodotti correlati
-

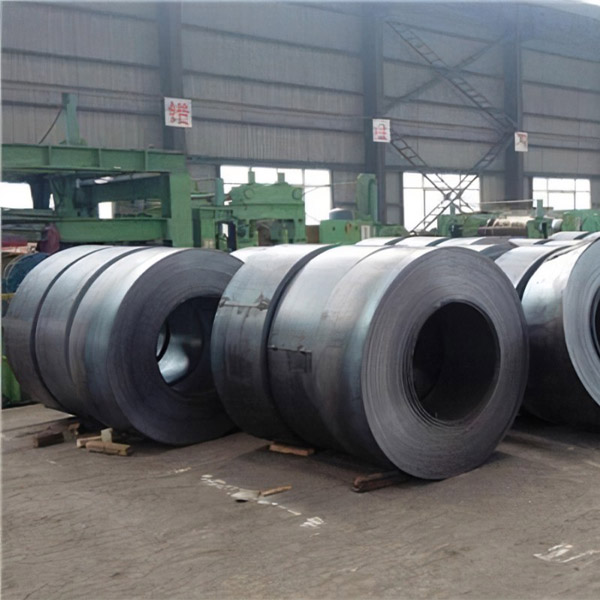
Bobina di acciaio laminato a caldo
Concetto di prodotto Laminato a caldo (Hot rolled), ovvero bobina laminata a caldo, utilizza come materia prima una bramma (principalmente billette da colata continua) e, dopo il riscaldamento, viene trasformata in nastro di acciaio tramite un laminatoio di sgrossatura e un laminatoio di finitura. Il nastro di acciaio caldo proveniente dall'ultimo laminatoio di finitura viene raffreddato a una temperatura prestabilita mediante flusso laminare e quindi avvolto in una bobina di acciaio dall'avvolgitore. La bobina di acciaio raffreddata subisce diversi...
-

Bobina di acciaio laminato a caldo A36 SS400 S235JR /HRC
La qualità della superficie è divisa in due livelli Precisione ordinaria: la superficie della piastra d'acciaio può presentare un sottile strato di ossido di ferro, ruggine, rugosità superficiale causata dal distacco di ossido di ferro e altri difetti locali la cui altezza o profondità supera la deviazione consentita. Sono ammesse sbavature non evidenti e tracce individuali la cui altezza non superi l'altezza del modello. L'area massima di ...
-

Bobina con modello ad alta precisione
Introduzione al prodotto: le specifiche delle lamiere in acciaio striato sono espresse in termini di spessore base (escluso lo spessore delle nervature) e sono disponibili 10 specifiche da 2,5 a 8 mm. Per le lamiere in acciaio striato si utilizzano i numeri da 1 a 3. L'acciaio strutturale al carbonio ordinario di classe B è laminato e la sua composizione chimica soddisfa i requisiti della norma GB700 "Condizioni tecniche per acciai strutturali al carbonio ordinario". L'altezza di...
-

Bobina laminata a caldo rivestita in olio decapato
Specifiche: Lo spessore è 0,2-4 mm, la larghezza è 600-2000 mm e la lunghezza della piastra d'acciaio è 1200-6000 mm. Processo di produzione: Nel processo di produzione, non viene effettuato riscaldamento, quindi non ci sono difetti come vaiolatura e scaglie di ferro che si verificano spesso nella laminazione a caldo, e la qualità della superficie è buona e la levigatezza è elevata. Inoltre, la di...